
 下载
下载
 会员中心
会员中心



 收起
收起












1
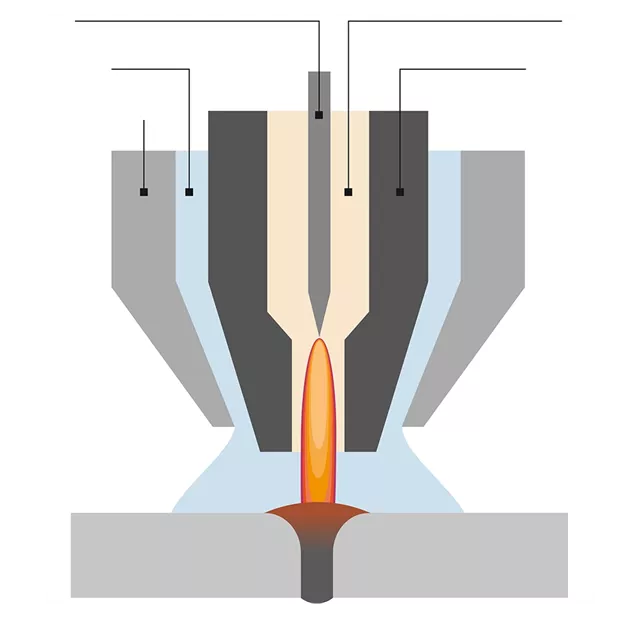
保护气
2
钨极
3
等离子气
4
冷却气体喷嘴
5
外部气体喷嘴


在线留言
发送您的问题或需求,我们将尽快与您取得联系!
×
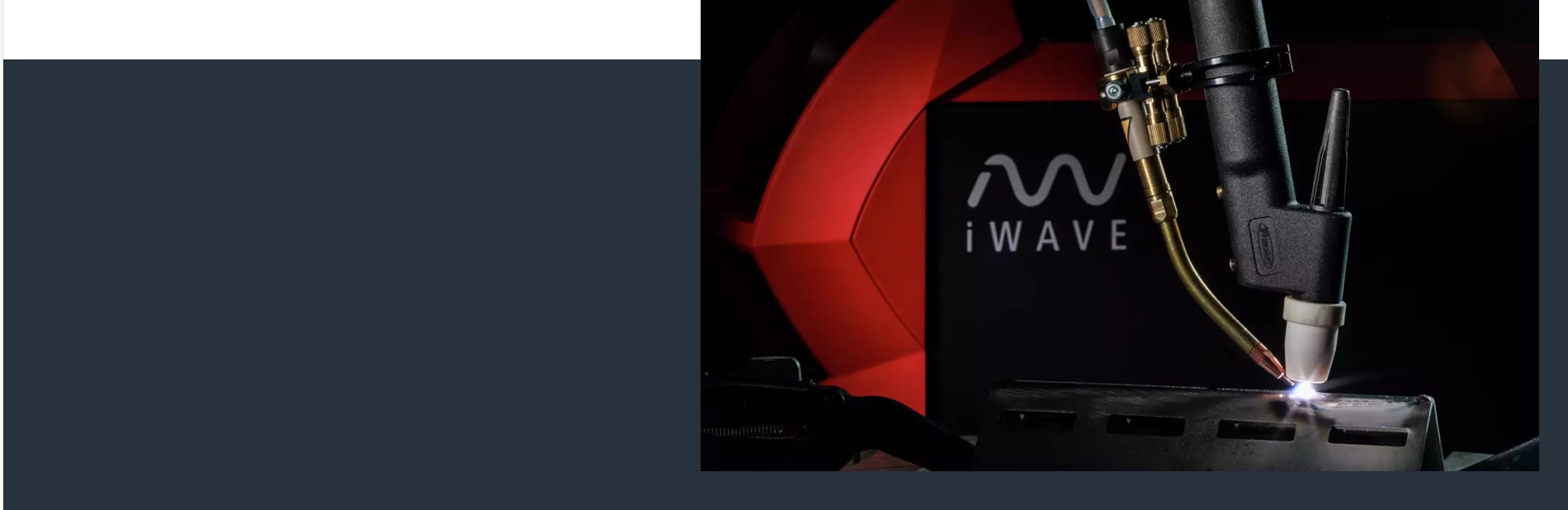
iWave 以其精密的设备理念令人赞叹,通过在参数化设置和操作便捷性方面的显著提升,将等离子焊接的固有优势推向新高度。
现有 TIG 系统可轻松升级为等离子系统 - 仅需 OPT/i 等离子硬件选件、等离子焊枪及等离子焊接工艺包,即可实现各类焊接工艺下的优越焊缝品质与生产效率。
焊接速度快
相较传统 TIG 焊,柔性等离子可将焊接速度提升高达 20%;若采用等离子小孔焊接工艺,速度更可提升高达100%
无需接头坡口准备
免除耗时的接头坡口准备工序,节省时间与精力。
更少的填充金属
填充金属需求量减少高达 30%。
无飞溅、无气孔
实现无飞溅、无气孔的高品质焊缝。
更大的熔深
相较传统 TIG 焊,可实现更大熔深,且变形小。
公差范围/工艺窗口更大
等离子允许高达材料厚度 10% 的公差补偿。
钨极使用寿命更长
钨极内置于枪体,不易受环境影响,从而显著延长使用寿命。
等离子焊接与TIG焊接类似,但其关键区别在于电弧会通过一个冷却气体喷嘴(4) 被显著压缩,等离子气(3) 从该喷嘴中流过。保护气(1) 则流经外部气体喷嘴(5),为焊缝形成最佳的气体保护层。由此产生的是具有高能量密度的集中电弧。
1
保护气
2
钨极
3
等离子气
4
冷却气体喷嘴
5
外部气体喷嘴
1
保护气
2
钨极
3
等离子气
4
冷却气体喷嘴
5
外部气体喷嘴
一体化焊接装置
伏能士将等离子焊接所需的硬件组件直接集成于焊接装置内。所有参数均可通过单一界面集中控制。
等离子气体精确控制
确保气体控制精度高达 ± 5%。
轻松升级
现有 TIG 系统可快速、便捷地升级至等离子系统。
TIG/等离子中继线
该中继线可同时用于 TIG 和等离子焊接,工艺切换更为便捷。
优化气体保护
全新设计的焊枪部件和易损件使气体保护效果提升约 30%。

1
iWave 300i-500i
组建等离子焊接系统需要 iWave 300i、400i 或 500i 电源——并需配备 OPT/i Plasma 选项及等离子焊接软件包。
2
焊枪类型
水冷等离子枪颈有两种不同的功率类别 (200 A/350A) 和四种不同的几何形状(0°/17°/70°/90°)。
3
通用型 TIG/等离子中继线
在两种工艺之间切换尤为简便,因为只需更换焊枪本体,而无需更换中继线,之后即可继续工作。
1
iWave 300i-500i
组建等离子焊接系统需要 iWave 300i、400i 或 500i 电源——并需配备 OPT/i Plasma 选项及等离子焊接软件包。
2
焊枪类型
水冷等离子枪颈有两种不同的功率类别 (200 A/350A) 和四种不同的几何形状(0°/17°/70°/90°)。
3
通用型 TIG/等离子中继线
在两种工艺之间切换尤为简便,因为只需更换焊枪本体,而无需更换中继线,之后即可继续工作。
|
|
TIG |
Plasma |
|---|---|---|
|
焊缝质量与外观 |
•••• |
•••• |
|
小热影响区 |
• |
•••• |
|
间隙桥接能力 |
••• |
•• |
|
带涂层材料的钎焊 |
• |
••• |
|
无需焊前准备,可焊材料厚度(钢)3-8 mm |
• |
•••• |
|
无需焊前准备,可焊材料厚度(不锈钢)3-10 mm |
• |
•••• |
|
角焊 |
••• |
• |
|
焊接速度 |
•• |
••• |
|
易损件使用寿命(钨电极) |
•• |
••• |

|
|
TIG |
Plasma |
|---|---|---|
|
铝及铝合金 |
•••• |
• |
|
非合金钢或低合金钢 |
•• |
••• |
|
带涂层钢板 |
• |
••• |
|
高合金钢 |
•••• |
•••• |
|
镍基材料 |
••• |
••• |
|
铜及铜合金 |
••• |
•• |

您是否需要一套能够应对各种焊接挑战的系统?iWave 就是您的理想选择。除了提供所有可以想象到的 TIG 和等离子弧焊功能外,它还适用于所有 MIG/MAG 焊接工艺类型。






 86-21-26063200
86-21-26063200
 86-21-26063209
86-21-26063209
 www.fronius.cn (中国)
www.fronius.com (国际)
www.fronius.cn (中国)
www.fronius.com (国际)
 pw_sales_cn@fronius.com
pw_tsn_cn@fronius.com
pw_sales_cn@fronius.com
pw_tsn_cn@fronius.com
 上海市宝山区富联二路177弄2号楼
上海市宝山区富联二路177弄2号楼