
 下载
下载
 会员中心
会员中心



 收起
收起











1
旋转按钮
用于设置功能曲线中的关键焊接参数
2
气体检测键
用于检查气体流量并在较长停机时间后清洗中继线
3
焊接工艺设置键
二步模式、四步模式和电焊条模式
4
焊接工艺状态指示灯
用于指示二步、四步和电焊条模式
5
个性化调节
背景菜单内提供了诸多设置


在线留言
发送您的问题或需求,我们将尽快与您取得联系!
×
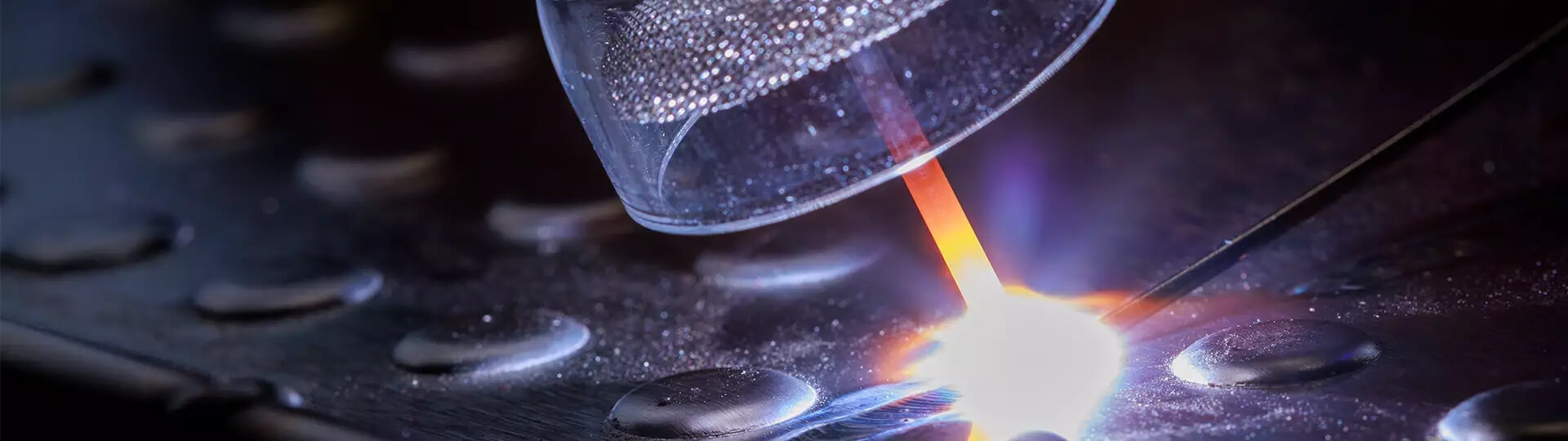

我们可为您提供合适的技术,帮助您全神贯注地进行 TIG 焊接:
紧凑型 Artis 170/210 产品系列可提供各种功能,帮助您充分释放焊接潜力。这台移动式手工焊机的重点是可以充分地利用输入电压,节约能耗的同时坚固可靠,让您拥有更加良好的焊接体验!
Artis 融入了用户友好的操作原理,功能显示屏清晰明亮,采用简单的旋转按钮,并提供 11 个重要的焊接参数,方便操作员直接选择并立即开始焊接。
功能载体是此焊接系统结构设计的核心。与外壳一样,载体由耐用塑料制成,并经过远超标准的机械应力测试。这保证了焊接系统坚固的同时重量尽可能轻。
在 170 或 210 安培电流下实现四分钟不间断焊接,具体因型号而异。
这无疑是一个巨大优势,尤其是在缺乏保护的电网中:逆变器技术可对电压波动或过低的输入电压进行补偿,从而始终提供最大输出功率。
高带宽电源意味着 Artis 170/210 几乎能与全球任何电网兼容。
| 功能 |
Artis 170/EF Artis 170/NP |
Artis 170/XT*/B Artis 170/XT*/NP |
Artis 210/EF Artis 210/NP |
Artis 210/XT*/B Artis 210/XT*/NP |
||
|---|---|---|---|---|---|---|
| 电源电压 U1 | 1 x 230 V | 1 x 120 V | 1 x 230 V | 1 x 230 V | 1 x 120 V | 1 x 230 V |
| 电源电压公差 | -30%/+15% | -20%/+15% | -30%/+15% | -30%/+15% | -20%/+15% | -2 |
| Cos phi | 0.99 | |||||
| 40% D.C. | 170 A | 140 A | 170 A | 210 A | 170 A | 210 A |
| 60% D.C. | 155 A | 120 A | 155 A | 185 A | 130 A | 185 A |
| 100% D.C. | 140 A | 100 A | 140 A | 160 A | 100 A | 160 A |
| 防护等级 | IP 23 | |||||
| 尺寸 l × w × h | 435 x 160 x 310 mm | |||||
| 重量 | 9.8 kg (21.6 lb) | 9.9 kg (21.8 lb) | 9.8 kg (21.6 lb) | 9.9 kg (21.8 lb) | ||
| 合格标记 | CE | CE/CSA | CE | CE/CSA | ||
| *XT 原为 MV(多电压) | ||||||

Artis 的可选功率有 170 A 和 210 A 两种,配有气体冷却装置。

根据设置的焊接电流,Artis 能够自动计算合适的滞后停气持续时间。这样可改善焊缝收弧处和钨棒的气体保护效果。
焊接过程完成后,焊接电流即会在电弧长度发生特定变化后自动关闭。
脉冲电流用于使熔池震荡,可帮助您更加轻松地将工件焊接在一起,并减少定位焊时间。定位点上几乎没有退火留下的颜色。
可用于向控制面板上的功能曲线添加两个附加焊接参数——“pulse”和“TAC”。

脉冲焊接主要用于狭小空间内或超薄材料的焊接。脉冲设置范围为 1 Hz 至 990 Hz。
如果部件不易触及,则需要使用不带焊枪扳机的焊枪,此时就要用到接触式高频引弧功能。机器检测与工件的接触情况,并在规定的时间后在所需的位点精确地引燃电弧。
我们根据您的需求提供具有标准功能、Up/Down功能、长扳机或电位计的 TIG 焊枪。
点焊模式可用于以均匀的间隔施加焊点,叠焊的暂停时间可自由调节。

焊条脉冲模式可在狭小空间内实现更好的焊接特性并提高间隙桥接能力。非常适合焊接立向上焊缝。
为了使焊条更易引燃,焊接系统可在引弧时瞬间提高电流强度。
专为焊接纤维素焊条而优化的特性曲线需要更高的开路电压或引弧功率。
如果以低电流(即负载不足时)进行碱性焊条焊接且伴有大颗粒熔滴过渡,则存在焊条粘连风险。为避免这种情况,在发生粘连前的一瞬间应迅速提高电流强度,以便焊条能够连续燃烧,从而防止粘连。
如果发生短路(在焊条电弧焊期间焊条发生粘连),则焊接电流将中断。这可以防止焊条退火和严重的焊接缺陷。
Artis 融入了用户友好的操作原理,具备简单的旋钮和清晰的功能显示屏。

1
旋转按钮
用于设置功能曲线中的关键焊接参数
2
气体检测键
用于检查气体流量并在较长停机时间后清洗中继线
3
焊接工艺设置键
二步模式、四步模式和电焊条模式
4
焊接工艺状态指示灯
用于指示二步、四步和电焊条模式
5
个性化调节
背景菜单内提供了诸多设置

当将系统连接至电压过高的电源时,可防止系统受损。
确保正弦电流消耗,从而有效利用可用功率:仅从电网获取必要的功率。这样可以节省能源,使用更长的输电网引线,从而改进发电机的适用性并增加焊接电流,且实现这些的同时不会触发自动断路器。
功率模块将在定义的时间段后自动关闭。系统进入待机模式以减少在待机期间的能耗。
得益于改进的功率模块设计和功率因数修正技术,在保持同等输出功率的情况下,Artis 170/210 的输入功率较同类系统至多可降低 40%。


"Trans......"(源自晶体管)是伏能士命名系统的一部分,至今已有 40 多年的历史,我们将TransTig产品系列正式更名为Artis。
Artis 这一名称源自拉丁语 "arte"(艺术),因为氩弧焊是最难的手工焊接工艺,焊工需要具备很高的精度和技能。除了对用户界面进行优化外,TransTig 的所有技术亮点和功能也纳入了 Artis。
这一全新的产品形象将支持伏能士走向更开放、更现代的品牌之路,持续关注焊工本身, 帮助用户释放焊接潜力!






 86-21-26063200
86-21-26063200
 86-21-26063209
86-21-26063209
 www.fronius.cn (中国)
www.fronius.com (国际)
www.fronius.cn (中国)
www.fronius.com (国际)
 pw_sales_cn@fronius.com
pw_tsn_cn@fronius.com
pw_sales_cn@fronius.com
pw_tsn_cn@fronius.com
 上海市宝山区富联二路177弄2号楼
上海市宝山区富联二路177弄2号楼